Что такое ток обратной полярности. Сварка постоянным током.
Сварка электрической дугой, по сравнению с газовой сваркой, имеет некоторые особенности. Это и более высокая, до 5000°С, температура самой дуги, что превосходит температуры плавления всех существующих металлов, и большое разнообразие видов и типов сварки, а, соответственно, методов и целей её применения. Электродуговая сварка различается по степени механизации, по роду тока, по типу дуги и свойствам сварочного электрода, а также другим параметрам. В данной статье хотелось бы рассмотреть некоторые нюансы электродуговой сварки в зависимости от полярности сварочных электродов.
Виды сварки.
По роду используемого тока различают два вида дуговой сварки:
- сварка электрической дугой, питаемой переменным током;
- сварка электрической дугой, питаемой постоянным током.
В свою очередь, сварка с использованием постоянного тока бывает двух типов:
- сварка током прямой полярности;
- сварка током обратной полярности.
Рассмотрим особенности каждого типа сварки постоянным током подробнее.
Сварка током прямой полярности.
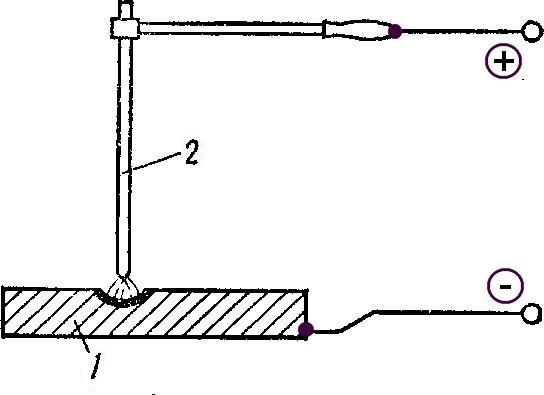
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного выпрямителя, то есть сварочный кабель соединяет свариваемую конструкцию с клеммой "плюс" сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с минусовой клеммой.
Поскольку на положительном полюсе (аноде) температура всегда значительно более высокая, чем на отрицательном (катоде), ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности.
Для проведения сварки током обратной полярности подключение следует провести противоположным образом: на свариваемую деталь подать отрицательный заряд с клеммы "минус", а на электрод - положительный заряд с клеммы "плюс".
Такая полярность сварочных электродов обеспечивает обратную прямому подключению ситуацию - больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более "деликатную" сварку и уменьшает вероятность прожига детали. Соответственно, сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» - минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА). Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
Описание электродуговой сварки: обозначения всех компонентов
Электродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Об особенностях выбора электродов
Для электродуговой сварки используется несколько типов электродов, обладающих разнообразными свойствами. Параметры электродуги при создании швов в разных пространственных положениях тоже могут различаться, в зависимости от:
Типы электродов для сварки- постоянного или переменного тока;
- прямой или обратной полярности;
- скорости сварочного процесса;
- напряжение дуги;
- диаметр и марка электрода.
Выбирая электрод, следует учитывать такие факторы как:
- пространственное расположение шва;
- количество сварочных слоев;
- толщина обрабатываемого металла.
С учетом всех означенных факторов, подбирается оптимальная сила электротока и требуемая полярность. Если используется постоянный ток с обратной полярностью, то на электроде появляется большое количество тепла, что удобно при сварке тонких металлов — это помогает избегать их прожогов. При сварке инвертором обратная полярность также используется для высоколегированных сталей, чтобы предотвратить их перегрев.
Для большинства других случаев применяется переменный ток, поскольку он значительно дешевле.
Особенности прямой полярности при сварке инвертором
 Аппарат для автоматической сварки труб
Аппарат для автоматической сварки труб Сварка с использованием прямой полярности — это когда ток со сварочного выпрямителя подается положительным зарядом на заготовку, которая нужно обработать. Клемма аппарата, на которой расположен «плюс», присоединяется к изделию, а на электрод со значением «минус» подается отрицательный заряд.
У анода (который представляет из себя положительный полюс), температура выше, чем у отрицательного полюса — катода. Метод прямой полярности хорошо подходит для сварки изделий с толстыми стенками, для резки металлических конструкций, а также для других ситуаций, при которых требуется выделение большого количества тепла.
Что может дать обратная полярность?
Обратная полярность — для деликатной сваркиПрименение обратной полярности при сварке инвертором влечет за собой обратный порядок подключения: минусовая клемма с отрицательным зарядом подается на свариваемую конструкцию, а плюсовая клемма с положительным зарядом присоединяется к электроду. В результате этого значительные объемы тепловой энергии образуются на конце электрода, а свариваемая заготовка нагревается слабо. Это дает возможность проводить «деликатную» сварку.
Зачем это нужно? При сварке инвертором обратная полярность используется, если существует высокая вероятность прожечь заготовку. Такое бывает при работе с легированными и нержавеющими сталями, а также в случае с различными сплавами и тонколистовыми конструкциями. Кроме того, обратная полярность применяется при сварке электродугой и при флюсовой сварке.
Влияние постоянного и переменного тока на шов
Постоянный ток дает возможность делать более аккуратный шов и снижать до минимума количество металлических брызг, потому что не требуется часто изменять полярность (в отличие от переменного).
Чтобы предотвратить возможные прожоги при сварке как с положительным, так и с отрицательным зарядом, рекомендуется пользоваться прижимной струбциной.
Чем обуславливается выбор полярности при сварке инвертором?
 Электроды имеют несколько видов покрытия
Электроды имеют несколько видов покрытия Материал покрытия электрода
Например, угольные электроды очень сильно разогреваются во время сварки с обратной полярностью, и вследствие этого быстро разрушаются. Что касается проволоки без покрытия, то она лучше горит в случае прямой полярности, а с обратной — может совсем не гореть, если используется переменный электроток.
Особенности шва
Режим сварки напрямую влияет на глубину провара и ширина образующегося шва. Чем выше сила электротока, тем больше увеличивается глубина, на которую проплавливается металл. Это происходит из-за роста погонной энергии дуги (зависящей от уровня тепла, проходящего через шов). Также при увеличении силы тока поднимается давление, которое воздействует на поверхность расплава. Чрезмерно высокое давление может привести к вытеснению расплавленного металла из-под дуги, вследствие чего деталь можно проплавить насквозь.
Тип тока
 Для резки металла сваркой используют постоянный ток
Для резки металла сваркой используют постоянный ток Постоянный ток, имеющий обратную полярность, дает возможность обеспечить значительно большую глубину проплавления, чем постоянный ток, имеющий прямую полярность. Это происходит по причине того, что на аноде с катодом образуются различные объемы тепловой энергии. Также следует иметь в виду, что чем выше скорость сварочного процесса, тем меньше глубина провара и ширина шва.
Видео: Как электродом прорезать ровное отверстие
Графики, поясняющие процесс сварки постоянным током (б) и переменным (а)
Сварка с использованием сварочных аппаратов, которые работают на постоянном токе, сегодня нашла гораздо большее применение, нежели сварка аппаратами, которые работают на переменном токе. В первую очередь это связано с тем, что особенности сварки постоянным током позволяют существенно уменьшить количество присадочного металла электродов в сварочном шве. Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью.
Электроды – одна из основных статей расходов при любых сварочных работах. Сварка постоянным током позволяет достичь существенного уменьшения показателей разбрызгивания электродов, а это значит – сокращение издержки материалов. В целом сварка переменным током позволяет повысить доходность процесса, при этом снизить затраты на изготовление деталей.
Немаловажное преимущество сварки постоянным током – это повышение производительности труда. Работа с постоянным током делает работу сварщика значительно проще, а значит – эффективнее и производительнее.
Сварка постоянным током может быть прямой и обратной полярности. Прямая полярность – это когда ток идет от минуса к плюсу и тепло концентрируется на изделии. Этот тип зачастую используют в механизированной сварке. Сварка постоянным током обратной полярности предполагает концентрацию тепла на торце электрода (то есть, минус – на изделии, а плюс – на электроде).
Стоит заметить, что потребности сварочного шва предполагают использование сварочного выпрямителя. Он может быть разного типа конструкции. Большинство этих выпрямителей используются в промышленности, поэтому они чаще всего работают на трехфазном токе частотой 50-60 Гц.
Сварка постоянным током обратной полярности позволяет увеличить глубину провара на 50%, по сравнению со сваркой постоянным током прямой полярности. Это объясняется тем, что на аноде и катоде выделяется различное количество теплоты. А вот во время сварки переменным током, глубина провара по сравнению с постоянным током обратной полярности ниже на 20%.
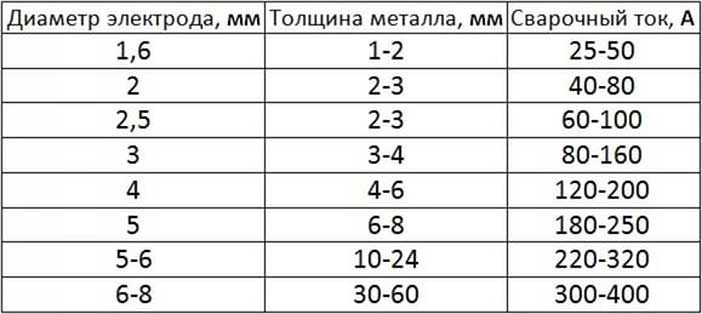
Диаметр электрода при сварке постоянным током зависит от положения сварки, толщины металла, вида соединения и формы кромок под сварку. Если речь идет о сварке встык, то диаметр электрода должен быть равным толщине свариваемого листа. При сварке листов большей толщины используют электроды диаметром от 4 до 6 мм.
Напряжение – величина, которая главным образом определяет ширину шва. А на такой параметр как глубина провара, напряжение не оказывает значительного влияния. Но и это не обязательно. Например, если при увеличении напряжения постепенно увеличивать скорость сварки, то ширина шва будет уменьшаться. В основном сила тока зависит от диаметра электрода, от его рабочей длины, покрытия и положения сварки. Чем выше ток, тем больше производительность, поскольку увеличивается количество наплавляемого металла.
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.

- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.

Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.

- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.

Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.


















