Сварка низколегированных сталей - сварка различных металлов
Низколегированные стали получили большое применение В СВЯЗИ с тем, что они, обладая повышенными механическими свойствами, позволяют изготовлять строительные конструкции более легкими и экономичными. Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 16ГС и др. Для изготовления арматуры железобетонных конструкций и сварных труб применяют стали 18Г2С, 25Г2С, 25ГС и 20ХГ2Ц. Эти стали относятся к категории удовлетворительно свариваемых сталей; содержат углерода не более 0,25% и легирующих примесей не более 3,0%. Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Сталь 15ХСНД сваривают вручнукг электродами типа Э50А или Э55А. Наилучшие результаты дают электроды УОНИ-13/55 и электроды Днепровского электродного завода ДСК-50. Сварку электродами ДСК-50 можно выполнять переменным током, но лучшие результаты дает сварка постоянным током обратной полярности. Многослойную сварку следует производить каскадным методом. Чтобы предупредить перегрев стали, следует выполнять сварку при токах 40...50 А на 1 мм диаметра электрода. Рекомендуется применять электроды диаметром 4...5 мм. Автоматическую сварку стали 15ХСНД производят проволокой Св-08ГА или Св-ЮГА под флюсом АН-348-А или ОСЦ-45
Толщина металла, мм................................
Диаметр электрода, мм.............................
Сварочный ток, А.......................................
при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали 15ХСНД, 15ГС и 14Г2 можно производить при температурах не ниже - 10°С. При более низких температурах зону сварки на ширине 100... 120 мм по обе стороны от шва предварительно нагревают до Ю0...150°С. При температуре -25°С сварка не допускается.
Стали 09Г2С и 10Г2С1 относятся к группе незакаливающихся сталей, не склонных к перегреву и стойких против образования трещин. Ручная сварка электродами Э50А и Э55А выполняется на режимах, предусмотренных для сварки низкоуглеродистой стали. Механические свойства сварного шва не уступают показателям основного металла. Автоматическая и полуавтоматическая сварка выполняется электродной проволокой Св-08ГА, Св-ЮГА или Св-10Г2 под флюсом АН-348-А или ОСЦ-45. Сварку листов толщиной до 40 мм производят без разделки кромок. При этом равнопрочность сварного шва обеспечивается за счет перехода легирующих элементов из электродной проволоки в металл шва.
Стали хромокремнемарганцови - стые (20ХГСА, 25ХГСА,30ХГСА и 35ХГСА) при сварке дают закалочные структуры и склонны к образованию трещин. При этом чем меньше толщина кромок, тем больше опасность закалки металла и образования трещин, особенно в околошовной зоне. Стали с содержанием углерода ^0,25% свариваются лучше, чем стали с большим содержанием углерода. Для сварки могут применяться электроды НИАТ-ЗМ типа Э70, Э85. Для ответственных сварных швов рекомендуются электроды, изготовленные из проволоки Св-18ХГС или Св-18ХМА с покрытием ЦЛ-18-63, ЦК-18Мо, УОНИ-13/65, УОНИ-13/85, УОНИ-13/НЖ.
0,5... 1,5 2...3 4.„6 7...10
1.5.. .2.0 2,5...3 3...5 4...6
20.. .40 50...90 100...160 200...240
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами времени между наложениями последующих слоев. При сварке кромок разной толщины сварочный ток выбирается по кромке большей толщины и на нее направляется большая часть зоны дуги. Для устранения закалки и повышения твердости металла шва и околошов - ной зоны рекомендуется после сварки нагреть изделие до температуры
650.. .680°С, выдержать при этой температуре определенное время в зависимости от толщины металла (1 ч на каждые 25 мм) и охладить на воздухе или в горячей воде.
Сварку низколегированных сталей в защитном газе производят при плотностях тока более 80 А/мм2. в углекислом газе выполняется на постоянном токе обратной полярности. Рекомендуется электродная проволока диаметром 1,6-2,0 мм марки Св-08Г2С - или Св-10Г2, а для сталей, содержащих хром и никель,- Св-08ХГ2С, Св-08ГСМТ.
Электрошлаковая сварка сталей любой толщины успешно производится электродной проволокой марки Св-10Г2 или Св-18ХМА под флюсом АН-8 при любой температуре окружающего воздуха. Прогрессивным способом является сварка в углекислом газе с применением порошковой проволоки.
Газовая сварка отличается значительным разогревом свариваемых кромок, снижением коррозионной стойкости, более интенсивным выгоранием легирующих примесей. Поэтому качество сварных соединений ниже, чем при других способах сварки. При газовой сварке пользуются только нормальным пламенем при удельной мощности 75... 100 л/(ч-мм) при левом способе, а при правом способе -
100.. .130 л/(ч-мм). Присадочным материалом служат проволоки Св-08, Св-08А, Св-10Г2, а для ответственных швов - Св-18ХГС и Св-18ХМА. Проковка шва при температуре 800... 850°С с последующей нормализацией несколько повышает механические свойства шва.
Свариваемость легированных сталей
Свариваемость легированных сталей оценивается не только возможностью получения сварного соединения с физико-механическими свойствами, близкими к свойствам основного металла, но и возможностью сохранения специальных свойств: коррозионной стойкости, жаропрочности, химической стойкости, стойкости против образования закалочных структур и др. Большое влияние на свариваемость стали оказывает наличие в ней различных легирующих примесей: марганца, кремния, хрома, никеля, молибдена и др.
Влияние кремния и марганца на свариваемость стали описано в статье —
.
Хром - содержание его в низколегированных сталях не превышает 0,9% . При таком содержании хром не оказывает существенного влияния на свариваемость стали. В конструкционных сталях хрома содержится 0,7…3,5% , в хромистых-12…18% , в хромоникелевых - 9…35% . При таком содержании хром снижает свариваемость стали, так как, окисляясь, образует тугоплавкие оксиды Cr 2 O 3 , резко повышает твердость стали в зоне термического влияния, образуя карбиды хрома, а также способствует возникновению закалочных структур.
Никель в низколегированных сталях содержится в пределах 0,3…0,6% , в конструкционных сталях — 1,0…5% , а в легированных сталях - 8…35% . Никель способствует измельчению кристаллических зерен, повышению пластичности и прочности стали; не снижает свариваемости.
Молибден в теплоустойчивых сталях содержится от 0,15 до 0,8% ; в сталях, работающих при высоких температурах и ударных нагрузках, его содержание достигает 3,5% . Способствует измельчению кристаллических зерен, повышению прочности и ударной вязкости стали. Ухудшает свариваемость стали, так как способствует образованию трещин в металле шва и в зоне термического влияния. В процессе сварки легко окисляется и выгорает. Поэтому требуются специальные меры для надежной защиты от выгорания молибдена при сварке.
Ванадий содержится в легированных сталях от 0,2 до 1,5% . Придает стали высокую прочность, повышает ее вязкость и упругость. Ухудшает сварку, так как способствует образованию закалочных структур в металле шва и околошовной зоны. При сварке легко окисляется и выгорает.
Вольфрам содержится в легированных сталях от 0,8 до 18% . Значительно повышает твердость стали и его теплостойкость. Снижает свариваемость стали; в процессе сварки легко окисляется и выгорает.
Титан и ниобий содержатся в нержавеющих и жаропрочных сталях в количестве от 0,5 до 1,0% . Они являются хорошими карбидообразователями и поэтому препятствуют образованию карбидов хрома. При сварке нержавеющих сталей ниобий способствует образованию горячих трещин.
Сварка низколегированных сталей
Низколегированные стали получили большое применение в связи с тем, что они, обладая повышенными механическими свойствами, позволяют изготовлять строительные конструкции более легкими и экономичными. Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД , 14Г2 , 09Г2С , 10Г2С1 , 16ГС и др. Для изготовления арматуры железобетонных конструкций и сварных труб применяют стали 18Г2С , 25Г2С , 25ГС и 20ХГ2Ц . Эти стали относятся к категории удовлетворительно свариваемых сталей; содержат углерода не более 0,25% и легирующих примесей не более 3,0% . Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Сталь 15ХСНД сваривают вручную электродами типа Э50А или Э55А . Наилучшие результаты дают электроды УОНИ-13/55 . Сварку можно выполнять переменным током, но лучшие результаты дает сварка постоянным током обратной полярности. Многослойную сварку следует производить каскадным методом. Чтобы предупредить перегрев стали, следует выполнять сварку при токах 40…50 А на 1 мм диаметра электрода. Рекомендуется применять электроды диаметром 4…5 мм . Автоматическую сварку стали 15ХСНД производят проволокой Св-08ГА или Св-10ГА под флюсом АН-348-А или ОСЦ-45 при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали 15ХСНД , 15ГС и 14Г2 можно производить при температурах не ниже - 10°С . При более низких температурах зону сварки на ширине 100… 120 мм по обе стороны от шва предварительно нагревают до 100…150°С . При температуре -25°С сварка не допускается.
Стали 09Г2С и 10Г2С1 относятся к группе незакаливающихся сталей, не склонных к перегреву и стойких против образования трещин. Ручная сварка электродами Э50А и Э55А выполняется на режимах, предусмотренных для сварки низкоуглеродистой стали. Механические свойства сварного шва не уступают показателям основного металла. Автоматическая и полуавтоматическая сварка выполняется электродной проволокой Св-08ГА , Св-10ГА или Св-10Г2 под флюсом АН-348-А или ОСЦ-45 . Сварку листов толщиной до 40 мм производят без разделки кромок. При этом равнопрочность сварного шва обеспечивается за счет перехода легирующих элементов из электродной проволоки в металл шва.
Стали хромокремнемарганцовистые (20ХГСА , 25ХГСА , 30ХГСА и 35ХГСА ) при сварке дают закалочные структуры и склонны к образованию трещин. При этом чем меньше толщина кромок, тем больше опасность закалки металла и образования трещин, особенно в околошовной зоне. Стали с содержанием углерода ≤0,25% свариваются лучше, чем стали с большим содержанием углерода.
При сварке более толстых металлов применяется многослойная сварка с малыми интервалами времени между наложениями последующих слоев. При сварке кромок разной толщины сварочный ток выбирается по кромке большей толщины и на нее направляется большая часть зоны дуги. Для устранения закалки и повышения твердости металла шва и околошовной зоны рекомендуется после сварки нагреть изделие до температуры 650…680°С , выдержать при этой температуре определенное время в зависимости от толщины металла (1ч на каждые 25 мм ) и охладить на воздухе или в горячей воде.
Сварку низколегированных сталей в защитном газе производят при плотностях тока более 80 А/мм 2 . Сварка в углекислом газе выполняется на постоянном токе обратной полярности.
Газовая сварка отличается значительным разогревом свариваемых кромок, снижением коррозионной стойкости, более интенсивным выгоранием легирующих примесей. Поэтому качество сварных соединений ниже, чем при других способах сварки. При газовой сварке пользуются только нормальным пламенем при удельной мощности 75…100 л/(ч·мм) при левом способе, а при правом способе — 100…130 л/(ч·мм) . Проковка шва при температуре 800… 850°С с последующей нормализацией несколько повышает механические свойства шва.
Сварка средне- и высоколегированных сталей
Сварка средне- и высоколегированных сталей затруднена по следующим причинам: в процессе сварки происходит частичное выгорание легирующих примесей и углерода; вследствие малой теплопроводности возможен перегрев свариваемого металла; повышенная склонность к образованию закалочных структур; больший, чем у низкоуглеродистых сталей, коэффициент линейного расширения может вызвать значительные деформации и напряжения, связанные с тепловым влиянием дуги. Чем больше в стали углерода и легирующих примесей, тем сильнее сказываются эти причины. Для устранения влияния их на качество сварного соединения рекомендуются следующие технологические меры:
- Тщательно подготавливать изделие под сварку ;
- Сварку вести при больших скоростях с малой погонной энергией, чтобы не допускать перегрева металла ;
- Применять термическую обработку для предупреждения образования закалочных структур и снижения внутренних напряжений ;
- Применять легирование металла шва через электродную проволоку и покрытие, чтобы восполнить выгорающие в процессе сварки примеси .
Для сварки высоколегированных сталей применяют электроды по ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы » . Электроды изготовляют из высоколегированной сварочной проволоки по ГОСТ 2246-70 . Применяют покрытие типа Б . Обозначение типа электрода состоит из индекса Э и следующих за ним цифр и букв. Две или три цифры, следующие за индексом, указывают на количество углерода в металле шва в сотых долях процента. Следующие затем буквы и цифры указывают химический состав металла, наплавленного электродом. Сварку производят постоянным током обратной полярности. При этом сварочный ток выбирается из расчета 25…40 А на 1 мм диаметра электрода. Длина дуги должна быть возможно короткой. Рекомендуется применять многослойную сварку валиками малого сечения при малой погонной энергии.
В строительстве и промышленности широко применяются средне- и высоколегированные стали: хромистые, хромоникелевые, марганцовистые, молибденовые и др.
Хромистые стали относятся к группе нержавеющих коррозионно-стойких и кислотостойких сталей. По содержанию хрома они делятся на среднелегированные (до 14% Сг ) и высоколегированные (14. ..30% Сг ). При сварке хромистых сталей возникают следующие затруднения. Хром при температуре 600…900 °С легко вступает во взаимодействие с углеродом, образуя карбиды, которые, располагаясь в толще металла, вызывают межкристаллитную коррозию, снижающую механические свойства стали. При этом чем выше содержание углерода в стали, тем активнее образуются карбидные соединения. Кроме того, хромистые стали обладают способностью к самозакаливанию (при охлаждении на воздухе), вследствие чего при сварке металл шва и околошовной зоны получает повышенную твердость и хрупкость. Возникающие при этом внутренние напряжения повышают опасность возникновеня трещин в металле шва. Усиленное окисление хрома и образование густых и тугоплавких оксидов являются также серьезными препятствиями при сварке хромистых сталей.
Среднелегированные хромистые стали мартенситного класса (углерода до 2% ) свариваются удовлетворительно, но требуют подогрева до 200…300 °С и последующей термической обработки.
Высоколегированные хромистые стали ферритного класса (углерода до 0,35% ) сваривают с предварительным нагревом до 300…400 °С ; после сварки для снятия внутренних напряжений и восстановления первоначальных физико-механических свойств изделие подвергают высокому отпуску (нагрев до 650…750 °С и медленное охлаждение).
Хромистые стали, как и большинство легированных сталей, обладают малой теплопроводностью и легко подвергаются перегреву. Поэтому сварку их производят постоянным током обратной полярности при малых сварочных токах. Ток берут из расчета 25… 30 А на 1 мм диаметра электрода.
Высоколегированные хромоникелевые аустенитные стали обладают рядом важных физико-химических и механических свойств: коррозионной стойкостью, кислотоупорностью, теплостойкостью, вязкостью, стойкостью против образования окалины. Важным качеством этих сталей является хорошая свариваемость. Стали марок 08Х18Н10 и 12Х18Н9 при нагреве до температуры 600…800 °С теряют антикоррозионную стойкость. Выделение карбидов хрома по границам зерен приводит к межкристаллитной коррозии стали. Поэтому сварку следует выполнять постоянным током обратной полярности при малых сварочных токах, сокращая продолжительность нагрева металла. Следует применять также меры по отводу теплоты, например, с помощью медных подкладок или охлаждения. После сварки рекомендуется изделие подвергнуть закалке,с температуры 850…1100°С в воде (или воздухе для малых толщин металла).
Хромоникелевые стали марок 12Х18Н9Т и 08Х18Н12Б содержат титан и ниобий, которые, являясь более сильными карбидообразователями, связывают углерод стали, предупреждая образование карбидов хрома. Поэтому эти стали после сварки не подвергают термообработке. Для сварки хромоникелевых сталей применяют электроды марок ОЗЛ-7 , ОЗЛ-8 , ЦТ-1 и ЦТ-7 . Рекомендуются электроды, изготовленные из сварочной проволоки Св-01Х19Н9 , Св-06Х19Н9Т или Св-04Х19Н9С2 с покрытием ЦЛ-2 , ЦЛ-4 (содержащим 35,5% мрамора, 41% плавикового шпата, 8,5% ферромарганца и 15% молибдена), УОНИ-13/НЖ и др. Тонколистовую сталь 12Х18Н9Т следует сваривать аргонодуговой сваркой, так как при сварке качественными электродами или под флюсом происходит науглероживание металла шва, которое снижает стойкость стали против межкристаллитной коррозии.
Хромоникелевые аустенитные стали сваривают газовой сваркой при толщине металла не более 3 мм точно нормальным пламенем при удельной мощности 75 л/(ч·мм) . Присадочным материалом служат проволоки Св-01Х19Н9 , Св-04Х19Н9С2 , Св-06Х19Н9Т , Св-07Х19Н10Б .
Высоколегированная марганцовистая сталь , обладающая большой твердостью и износостойкостью, содержит 13…18% марганца и 1,0… 1,3% углерода. Она применяется для изготовления зубьев экскаваторов, шеек камнедробилок и других рабочих органов дорожных и строительных машин, работающих при ударных нагрузках и на истирание. Для сварки применяют электроды со стержнями из углеродистой проволоки Св-08А , Св-08ГА , Св-10Г2 с покрытием, которое применяется для наплавочных электродов марки ОМГ , содержащим 23% мрамора, 15% плавикового шпата, 60% феррохрома, 2% графита, замешанных на жидком стекле (30% к общей массе сухих компонентов), а также, типа ОЗН (45… 49% мрамора, 15… 18% плавикового шпата, 26…33% ферромарганца, 3% алюминия, 4% поташа, замешанных на жидком стекле). Применяют также стержни электродов из проволоки Св-04Х19Н9 и Св-07Х25Н13 с покрытием ЦЛ-2 , состоящим из 44% мрамора, 51% плавикового шпата, 5% ферромарганца, замешанных на жидком стекле (20…22% к массе сухих компонентов). Хорошие результаты дает также покрытие УОНИ-13/НЖ . Сварка выполняется постоянным током обратной полярности короткими участками. Сварочный ток определяется из расчета 30… 35 А на 1 мм диаметра электрода. Для получения шва повышенной прочности и износостойкости сварной шов следует проковать в горячем состоянии. При этом металл шва следует интенсивно охлаждать холодной водой (закаливать).
Стали молибденовые , хромомолибденовые и хромомолибденованадиевые относятся к теплоустойчивым сталям перлитного класса. Эти стали применяют при изготовлении сварных паровых котлов, турбин, различной аппаратуры в химической и нефтяной промышленности, работающей при высоких температурах и давлениях. Как правило, эти стали свариваются удовлетворительно при выполнении установленных технологических приемов: предварительного нагрева 200…300 °С и последующего отжига при температуре 680…780 °С или отпуска при температуре 650 °С . Температура окружающего воздуха должна быть не ниже +5 °С . Сварка выполняется постоянным током обратной полярности. Рекомендуются электроды типа ОЗС-11 , ТМЛ , ЦЛ-38 и др.
Для автоматической и полуавтоматической сварки применяют сварочную проволоку Св-08ХМ , Св-10Х5М , 18ХМА . При сварке в углекислом газе применяют предварительный и сопутствующий нагрев до 250…300°С , а присадочную проволоку - 10ХГ2СМА . После сварки рекомендуется термообработка.
Газовая сварка выполняется нормальным пламенем при удельной плотности 100 л/(ч·мм) . Присадочный материал - сварочная проволока Св-08ХНМ , Cв-18XMA , Cв-08XM . Рекомендуется предварительный нагрев до 250…300 °С . После сварки необходима термообработка - нормализация с температуры 900…950 °С .
При сварке легированных сталей не следует допускать перегрева зоны термического влияния. Сварку выполняют при относительно малых сварочных токах (25…40 А на 1 мм диаметра электрода). Перед сваркой сталь подогревают, а затем производят соответствующую термообработку для получения высоких механических свойств и равновесной структуры металла. Сварка при температуре ниже 5°С не допускается .
Низколегированная сталь марки 09г2с за счет своих свойств (малый процент легирующих компонентов) при сварке не перегревается и не закаливается. Это дает возможность варить сталь и конструкции из нее широким рядом электродов для сварки.
Электроды для сварки низколегированных сталей марки 09 г2с с временным сопротивлением разрыву до 60 кг/см2 - обозначаются « У». (ГОСТ 9467-75)
При ручной сварке применяют:
Электроды УОНИИ 13/45 (Э 42а)
Этими электродами сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха. Металл сварного шва требует более жестких показателей прочности.
Электроды отличаются минимальным распылением металла при сваривании..
Электроды выбирают в зависимости отих линейного размера, который связан с их диаметрами: от 300 мм до - 450 мм.
Значение диаметра и положение швазадают силу тока(в А.)
По отзывам сварщиков эти электроды оказывают меньшее воздействие на качества наплавленного металла и не ухудшают его свойств. А так же у них отличная способность удаления нагара.
Сваренные швы выдерживают значительные нагрузки, что выгодно отличает эти электроды от других.
Электроды УОНИИ13/55 С (Э 50а)
Этими электродами так же сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха (даже в Арктике) После сварки этими электродами металл сварного шва отвечает соответствующим более жестким нормативам по пластичности и ударной вязкости.
Этими электродами возможно делать сварочные швы в любом местонахождении в конструкциях. Работают на обратном постоянном токе.
Металл шва содержит малый процент водорода и имеет повышенную устойчивость к образованию трещин.. Отличаются отличным самоотделением шлака.
Сварка ведется короткой дугой почистым от жировых и прочих загрязнений поверхностям.
Значение диаметра и положение шва задают силу тока(в А.)
Электроды могут дать порообразование, если удлиняется дуга по окисленной поверхности.
Электроды МР-3 (Э 46)
Этими электродами сваривают конструкции и детали из стали 09г2с при всех расположениях шва. Исключение – вертикальный шов сверху вниз. Работают электроды от тока любой полярности от источников питания с напряжением не менее 65 В. Отличает их простота в работе, ими может работать даже новичок в сварке. Это бюджетный вариант сварки, при очень хороших показателях качества.
ОСОБЫЕ СВОЙСТВА:
Разрешается сварка ржавого, влажного, а так же недостаточно очищенного металла. Имеют достаточно высокую производительность сварки.
Сварка швов конструкций и проката средних и больших толщин в нижнем расположении конструкции проводится на более высоких режимах.
Сваривают электродами на короткой длине дуги, но разрешена сварка и на средней длине дуги.
Электроды ОЗС-4 (Э 46)
Электроды с покрытием из оксида титана (рутиловым), с успехом применяют для сваривания деталей и конструкций из стали 09г2с во всех плоскостях. Особенно это важно для сварки в вертикальном расположении швов.. Т.к. эти электроды не выделяют отравляющих газов при сварке.
При работе с этими электродами сокращается время сварки.
Работают электроды от постоянного тока и переменного. Этими электродами можно сваривать даже окисленные конструкции, при этом сохраняется красивый вид шва.
Они применяются прежде всего в ответственных конструкциях.
§ 75. Сварка низколегированных сталей
Легированные стали подразделяются на низколегированные (легирующих элементов в сумме менее 2,5%), среднелегированные (от 2,5 до 10%) и высоколегированные (более 10%). Низколегированные стали делят на низколегированные низкоуглеродистые, низколегированные теплоустойчивые и низколегированные сред неуглеродистые.
Механические свойства и химический состав некоторых марок низколегированных сталей приведены в табл. 33.
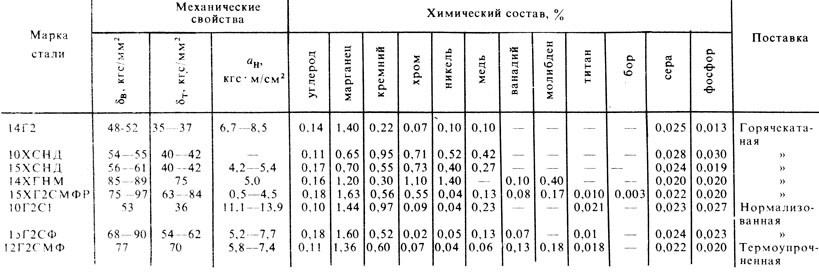
Содержание углерода в низколегированных низкоуглеродистых конструкционных сталях не превышает 0,22%. В зависимости от легирования стали подразделяют на марганцовистые (14Г, 14Г2), кремнемарганцовистые (09Г2С, 10Г2С1, 14ГС, 17ГС и др.), хромокремнемар-ганцовистые (14ХГС и др.), марганцовоазотнованадиевые (14Г2АФ, 18Г2АФ, 18Г2АФпс и др.), марганцовониобиевая (10Г2Б), хромокремненикельмедистые (10ХСНД, 15ХСНД) и т. д.
Низколегированные низкоуглеродистые стали применяют в транспортном машиностроении, судостроении, гидротехническом строительстве, в производстве труб и др. Низколегированные стали поставляют по ГОСТ 19281 - 73 и 19282 - 73 и специальным техническим условиям.
Низколегированные теплоустойчивые стали должны обладать повышенной прочностью при высоких температурах эксплуатации. Наиболее широко теплоустойчивее стали применяют при изготовлении паровых энергетических установок. Для повышения жаропрочности в их состав вводят молибден (М), вольфрам (В) и ванадий (Ф), а для обеспечения жаростойкости - хром (X), образующий плотную защитную пленку на поверхности металла.
Низколегированные среднеуглеродистые (более 0,22% углерода) конструкционные стали применяют в машиностроении обычно в термообработанном состоянии. Технология сварки низколегированных среднеуглеродистых сталей подобна технологии сварки среднелегирован-ных сталей.
Особенности сварки низколегированных сталей. Низколегированные стали сваривать труднее, чем низкоуглеродистые конструкционные. Низколегированная сталь более чувствительна к тепловым воздействиям при сварке. В зависимости от марки низколегированной стали при сварке могут образоваться закалочные структуры или перегрев в зоне термического влияния сварного соединения.
Структура околошовного металла зависит от его химического состава, скорости охлаждения и длительности пребывания металла при соответствующих температурах, при которых происходит изменение микроструктуры и размера зерен. Если в доэвтектоидной стали получить нагревом аустенит (рис. 100), а затем сталь охлаждать с различной скоростью, то критические точки стали снижаются.
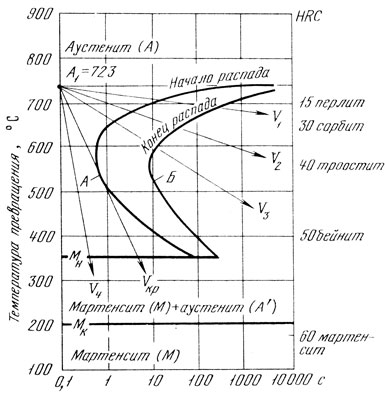
Рис. 100. Диаграмма изотермического (при постоянной температуре) распада аустенита низкоуглеродистой стали: А - начало распада, Б - конец распада, A 1 - критическая точка стали, М н и М к - начало и конец превращения аустенита в мартенсит; 1, 2, 3 и 4 - скорости охлаждения с образованием различных структур
При малой скорости охлаждения получают структуру перлит (механическая смесь феррита и цементита). При большой скорости охлаждения аустенит распадается на составляющие структуры при относительно низких температурах и образуются структуры - сорбит, троостит, бейнит и при очень высокой скорости охлаждения - мартенсит. Наиболее хрупкой структурой является мартенситная, поэтому не следует при охлаждении допускать превращения аустенита в мартенсит при сварке низколегированных сталей.
Скорость охлаждения стали, особенно большой толщины, при сварке всегда значительно превышает обычную скорость охлаждения металла на воздухе, вследствие чего при сварке легированных сталей возможно образование мартенсита.
Для предупреждения образования при сварке закалочной мартенситной структуры необходимо применять меры, замедляющие охлаждение зоны термического влияния, - подогрев изделия и применение многослойной сварки.
В некоторых случаях в зависимости от условий эксплуатации изделий допускают перегрев, т. е. укрупнение зерен в металле зоны термического влияния сварных соединений, выполненных из низколегированных сталей.
При Высоких температурах эксплуатации изделий для повышения сопротивления ползучести (деформирование изделия при высоких температурах с течением времени) необходимо иметь крупнозернистую структуру и в сварном соединении. Но металл с очень крупным зерном обладает пониженной пластичностью и поэтому размер зерен допускается до известного предела.
При эксплуатации изделий в условиях низких температур ползучесть исключается и необходима мелкозернистая структура металла, обеспечивающая увеличенную прочность и пластичность.
Покрытые электроды и другие сварочные материалы при сварке, низколегированных сталей подбираются такими, чтобы содержание углерода, серы, фосфора и других вредных элементов в них было ниже по сравнению с материалами для сварки низкоуглеродистых конструкционных сталей. Этим удается увеличить стойкость металла шва против кристаллизационных трещин, так как низколегированные стали в значительной степени склонны к их образованию.
Технология сварки низколегированной стали. Низколегированные низкоуглеродистые стали 09Г2, 09Г2С, 10ХСНД, 10Г2С1 и 10Г2Б при сварке не закаливаются и не склонны к перегреву. Сварку этих сталей производят при любом тепловом режиме, аналогично режиму сварки низкоуглеродистой стали.
Для обеспечения равнопрочности соединения ручную сварку выполняют электродами типа Э50А. Твердость и прочность околошовной зоны практически не отличаются от основного металла.
Сварочные материалы при сварке порошковой проволокой и в защитном газе подбирают такими, чтобы обеспечить прочностные свойства металлу шва на уровне прочности, достигаемой электродами типа Э50А.
Низколегированные низкоуглеродистые стали 12ГС, 14Г, 14Г2, 14ХГС, 15ХСНД, 15Г2Ф, 15Г2СФ, 15Г2АФ при сварке могут образовывать закалочные микроструктуры и перегрев металла шва и зоны термического влияния. Количество закаливающихся структур резко уменьшается, если сварка выполняется с относительно большой погонной энергией, необходимой для уменьшения скорости охлаждения сварного соединения. Однако снижение скорости охлаждения металла при сварке приводит к укрупнению зерен (перегреву) металла шва и околошовного металла вследствие повышенного содержания углерода в этих сталях. Это особенно касается сталей 15ХСНД, 14ХГС. Стали 15Г2Ф, 15Г2СФ и 15Г2АФ менее склонны к перегреву в околошовной зоне, так как они легированы ванадием и азотом. Поэтому сварка большинства указанных сталей ограничивается более узкими пределами тепловых режимов, чем сварка низкоуглеродистой стали.
Режим сварки необходимо подбирать так, чтобы не было большого количества закалочных микроструктур и сильного перегрева металла. Тогда можно производить сварку стали любой толщины без ограничений при окружающей температуре не ниже - 10°С. При более низкой температуре необходим предварительный подогрев до 120 - 150°С При температуре ниже - 25°С сварка изделий из закаливающихся сталей запрещается. Для предупреждения большого перегрева сварку сталей 15ХСНД и 14ХГС следует проводить на пониженной погонной тепловой энергии (при пониженных значениях тока электродами меньшего диаметра) по сравнению со сваркой низкоуглеродистой стали.
Для обеспечения равнопрочности основного металла и сварного соединения при сварке этих сталей надо применять электроды типа Э50А или Э55.
Технология сварки низколегированных среднеуглеродистых сталей 17ГС, 18Г2АФ, 35ХМ и других подобна технологии сварки сред не легированных сталей.
Сварка низколегированных сталей , которые имеют предел текучести не более 390 МПа, не представляется трудной. Она практически ничем не отличается от сварки низкоуглеродистых сталей . Стали данного вида не закаливаются и не расположены к перегреву, который ведет к снижению пластических свойств. Однако стоит помнить, что с увеличением содержания углерода свойства стали меняются.
Например, стали 15ХСНД и 14Г2 содержат в своем составе 0,18% углерода и имеют склонность к образованию закалочных структур и перегревам в зоне влияния температуры. По этим причинам при сваривании сталей данного вида нужно подбирать оптимальный режим, который не будет допускать образование закалочных структур и перегрева металлической конструкции. Сваривание производится с использованием электродов диаметром 4 – 5 миллиметров. Сварочный процесс происходит в несколько шаров. Если толщина свариваемого металла превышает толщину в 15 миллиметров, то сваривание производится методом блоков или каскадом, однако металл в зоне сварке до высокой температуры не разогревается, чтобы не допускать перегрева зоны влияния.
Для сварки популярных низколегированных сталей 15ХСНД и 14Г2 используют сварочные электроды Э55 и Э50А , которые перед использованием необходимо прокаливать . При сварке сталей 09Г2С, 14Г2 и 10Г2С1 используются электроды, имеющие в своем составе 18 процентов углерода. Этими электродами являются Э42 и Э50А. Проведение сварочных работ со сталями с пределом текучести более 390 МПа требует большего внимания. Сталь с такими свойствами склонна к образованию кристаллизационных трещин, однако она менее подвергается перегреву околошовной зоны, потому что является легированной . Сварку такой стали выполняют электродами Э60, Э50А и Э55. Сварочные электроды Э60 используются для сваривания низколегированной стали во всех пространственных положениях сварочного шва, а также для работы с ними нужно использовать постоянный ток обратной полярности .
Для сварки таких видов сталей можно использовать электроды УОНИ 13/55 , ПСК-50 и СК»-50 . Низколегированные виды сталей перед свариванием нужно обязательно тщательно подготавливать к сварке. Их нужно очищать от ржавчины и разного рода загрязнений. Свариваемый металл и прилегающие к нему его части должны быть очищены на 20 миллиметров. Кроме этого, все обвисающие части металла и выступы должны быть обработаны абразивным инструментом и стать в один уровень с остальным металлом. Если толщина свариваемого металла составляет более 25 миллиметров, то сваривание нужно производить с использованием местного подогрева при температуре 120 – 160 градусов. Однако если температура окружающей среды составляет -15 градусов по Цельсию и ниже, то предварительный местный подогрев металла обязателен, независимо от толщины свариваемого изделия или от его формы и массы. Таким образом , поддерживая необходимую температуру металла при сваривании, Вы сможете проводить сварочный процесс низколегированных сталей успешно .


















