Электроды уони 13 55. Электроды для инверторной сварки: что нужно знать
Сварочные электроды «УОНИ-13/55» с основным покрытием широко применяются для сварки ответственных конструкций. Свариваемые изделия должны быть изготовлены из низколегированных и углеродистых сталей (например: стали марок 10ХСН2Д, 48КС и др.), которые эксплуатируются при знакопеременных нагрузках и отрицательных температурах. Допускается сварка следующих материалов:
- сталей: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п.;
- поковок из дисперсионно-упрочненных и углеродистых сталей, а также поковок и литья между собой.
Сварочные электроды «УОНИ-13/55» обеспечивают наилучшую защиту сварочной ванны, что особенно важно при работе на открытом пространстве. Поэтому, сварочные электроды «УОНИ-13/55» широко используются строителями мостов.
Описание этих сварочных электродов имеется в статье , поэтому сегодня мы остановимся только на технических характеристиках.
Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1кг.
Общая характеристика электродов «УОНИ 13/5»
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % — 22;
- ударная вязкость (KCV), Дж/кв. см:
- при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.

Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.
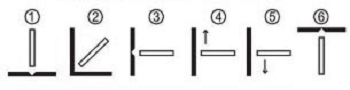
Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
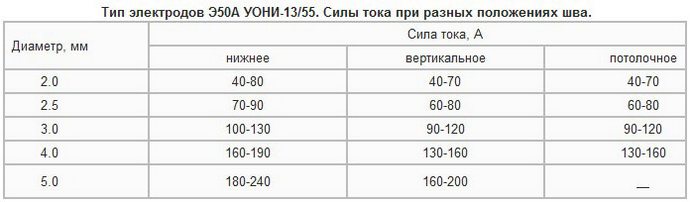
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
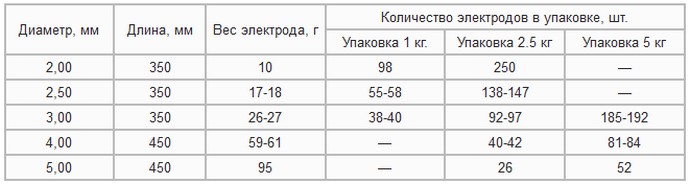
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
Технологические особенности сварки электродами «УОНИ-13/55»
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
Читайте на сайте статью: |
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций.
Вот несколько нюансов, которые могут вам помочь:
Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках!
Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить ( на эту тему)
Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки. Измерьте сварочный ток де-факто при помощи клещей.
Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг. Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
Побольше жгите основные электроды и со временем все у вас выйдет!

Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет .
При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса. Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
Электроды УОНИ 13/55 в среде профессиональных сварщиков получают только положительные отзывы. А новички побаиваются использовать эти капризные стержни.
Которые применяются для конструкций, трубопроводов из низколегированной и углеродистой стали, требующие повышенных характеристик по пластичности и вязкости сварного шва. В суровых климатических зонах.
Технические характеристики сварочных электродов УОНИ-13/55
Рассмотрим:
- общие характеристики;
- механические и химические свойства сварочного шва;
- допустимое положение шва;
- величины сварочного тока;
- вес и количество электродов в одной пачке;
- стоимость одной пачки.
1) Общие технические характеристики:
- тип соединения — дуговой, ручной, постоянным током обратной полярности;
- покрытие (обмазка) — основное;
- стержень изготовлен из или Св-08А;
- наплавочный коэффициент — 9 г/А·ч;
- расход сварочных стержней на 1 кг наплавленного металла 1,6 кг.
2) Механические свойства:
- временное сопротивление, Н/мм2 — 420-540;
- относительное удлинение не менее 22%;
- ударная вязкость, Дж/см2 не менее 128.
Массовая доля химических элементов в сварочном шве (таблица):

3) Пространственные положения сварочного шва. Электроды УОНИ 13/55 диаметром от 2 до 4 мм применяют для сварки во всех пространственных положениях, кроме вертикального (сверху-вниз №5).
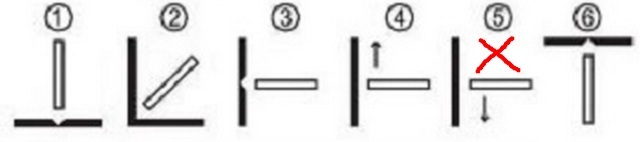
Посмотрите видеоролик (ниже), где человек опровергает это прописанное правило. Стержни диаметром 5 мм используются для горизонтального, нижнего и вертикального способа (снизу-верх).
Видео: личный опыт использования УОНИ 13/55 во всех пространственных положениях.
4) Величины сварочного тока. При сварке электродами Э50А УОНИ 13/55 подбор тока в зависимости от диаметра стержней и положения сварочного шва представлен в таблице.
5) Произвести расчет количества стержней (штук) в упаковке и вес электрода в граммах поможет таблица.
6) Цена за пачку УОНИ 13/55 разная от 400 до 750 рублей. Стоимость меняется от веса пачки, завода-изготовителя, региона. В среднем цена за кг изделий начинается от 100 рублей.
Преимущества использования УОНИ 13/55:
- получение прочного сварочного шва;
- снижение расхода электродов на 15%;
- увеличение наплавки на 10%.
Чем заменить УОНИ 13/55 (аналоги):
- Basic One;
- Elga;
- AV-66;
- OK 48.00 и 48.05.
Как варить электродами УОНИ 13/55
Заготовки приготовленные для соединения очищаются от масла, окалины и грязи. Прокалка электродов УОНИ 13/55 выполняется в течение 1 часа, при температуре 300°С.
Для очень ответственных соединений применяются электроды уони. Они подходят для сварки углеродистых и низколегированных сталей, нагруженных конструкций, емкостей под давлением, толстых листовых материалов, деталей, подвергающихся динамическим нагрузкам и низким температурам. Шов должен отвечать повышенным требованиям по пластичности и вязкости.
Особенности
Изделия выполняются в соответствии с требованиями ГОСТ 9466—75 из стальных прутков с основным покрытием (в химический состав входят различные элементы, например, C, Mn, P, S, Si). Диаметр выпускаемых электродов уони составляет от 2 до 6 мм, а длина - от 300 до 450 мм. Для них характерен легкий розжиг, стабильное горение дуги и минимальное разбрызгивание металла.
Наиболее распространены изделия
- с маркировкой 13/45 - применяются для работы со сталью литьем и поковками, швы имеют приемлемую ударную вязкость и пластичность, в составе есть никель и молибден,
- с маркировкой 13/55 - служат для тавровых и стыковых швов, работы с высокоуглеродистыми и низколегированными сталями, в состав покрытия входят марганец, кремний, углерод, сера, для них характерна высокая скорость формирования шва и его стойкость к образованию трещин при кристаллизации.
Применение
Электроды используются для ручной дуговой сварки на постоянном токе обратной полярности. Возможна работа во всех пространственных положениях, кроме ведения сверху вниз. Для получения качественного шва необходимо зачистить поверхность металла. Сварка осуществляется на короткой дуге. Полученный шов легко очищается от шлака.
В нашем интернет-магазине вы можете заказать электроды уони фасовкой от 1 до 6 кг. В карточках товаров содержатся технические характеристики, цена и подробные описания изделий для более легкого выбора.
Наиболее популярным видом сварки уже много лет считается ручная электродуговая сварка. Причем основным элементом, который определяет уровень качества сварки, являются электроды. Электроды для ручной дуговой сварки представляют собой тонкие металлические стержни со слоем специального покрытия. Это покрытие несет функцию защиты, предохраняя зону сваривания от разнообразных разрушительных факторов и дополняя шов необходимыми элементами, которые улучшают качество сварки. От того, насколько правильно подобраны сварочные электроды , зависит качество работы и устойчивость всей конструкции.
Электроды УОНИ 13/55 применяют для сварки низколегированных и углеродных сталей, если требуется изготовить особо ответственные конструкции: швы должны обладать достаточной прочность и эластичностью, а также высокими показателями ударной вязкости. Электроды гост 9467 75 хороши, когда необходимо сварить конструкцию, которая будет использоваться в условиях пониженной температуры.
Электроды УОНИ используются для сварки во всех положениях с использование постоянного тока обратной полярности. Электроды УОНИ, как правило, покрываются основным типом покрытия.
У нас, в настоящий момент, можно купить электроды УОНИ 13/55 различных производителей. При оптовой покупке электродов УОНИ цена на них будет ниже, поэтому Вам лучше связаться с нашими менеджерами и уточнить цену на конкретную партию.
Основное назначение сварочных электродов УОНИ-13/55
Сварка особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости.
Сварка во всех пространственных положениях шва постоянным током обратной полярности.
Характеристика сварочных электродов УОНИ-13/55
Покрытие: основное.
Коэффициент наплавки: 9,5 г/А· ч.
Производительность (для Ш 4,0 мм): 1,4 кг/ч.
Расход электродов на 1 кг наплавленного металла: 1,7 кг.
Размеры электродов и сила тока (А)
Типичные механические свойства металла шва
Временное сопротивление, Мпа — 540
Предел текучести, Мпа — 410
Относительное удлиннение, % — 28
Ударная вязкость, Дж/смІ — 240
Типичный химический состав наплавленного металла, %
C — 0,09
Mn — 1,10
Si — 0,4
S — 0,024
P — 0,027
Особые свойства сварочных электродов УОНИ 1355
Электроды для сварки уони 13 55 обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
Технологические особенности сварки
Сварку производят только на короткой дуге по очищенным кромкам.
Прокалка перед сваркой: 350°С, 1 ч.
Условное обозначение
Э50А-УОНИ-13/55-Ш-УД
Е 51 4-Б20
ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-001-41637695-98
Сертифицированы Госстандартом и Минздравом РФ, Беларуси, Украины, одобрены Российским Морским Регистром Судоходства.
| Наименование | Ед.изм. | Цена * | |
| Орловские УОНИ 13/45 (5кг) d3 | кг | 79.50 | Купить |
| Орловские УОНИ 13/45 (6,5кг) d4 | кг | 73.50 | Купить |
| Орловские УОНИ 13/45 (6,5кг) d5 | кг | 73.50 | Купить |
| Орловские УОНИ 13/55 (5кг) d3 | кг | 75.50 | Купить |
| Орловские УОНИ 13/55 (6,5кг) d4 | кг | 69.50 | Купить |
| Орловские УОНИ 13/55 (6,5кг) d5 | кг | 69.50 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d3 | кг | 76.00 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d4 | кг | 75.50 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d5 | кг | 75.50 | Купить |
| Спецэлектрод УОНИ 13/55 (5кг) d3 | кг | 76.00 |


















